Challenges Of Concentrating and Ultra-High Concentrating Protein Therapeutics
17 APRIL 2024
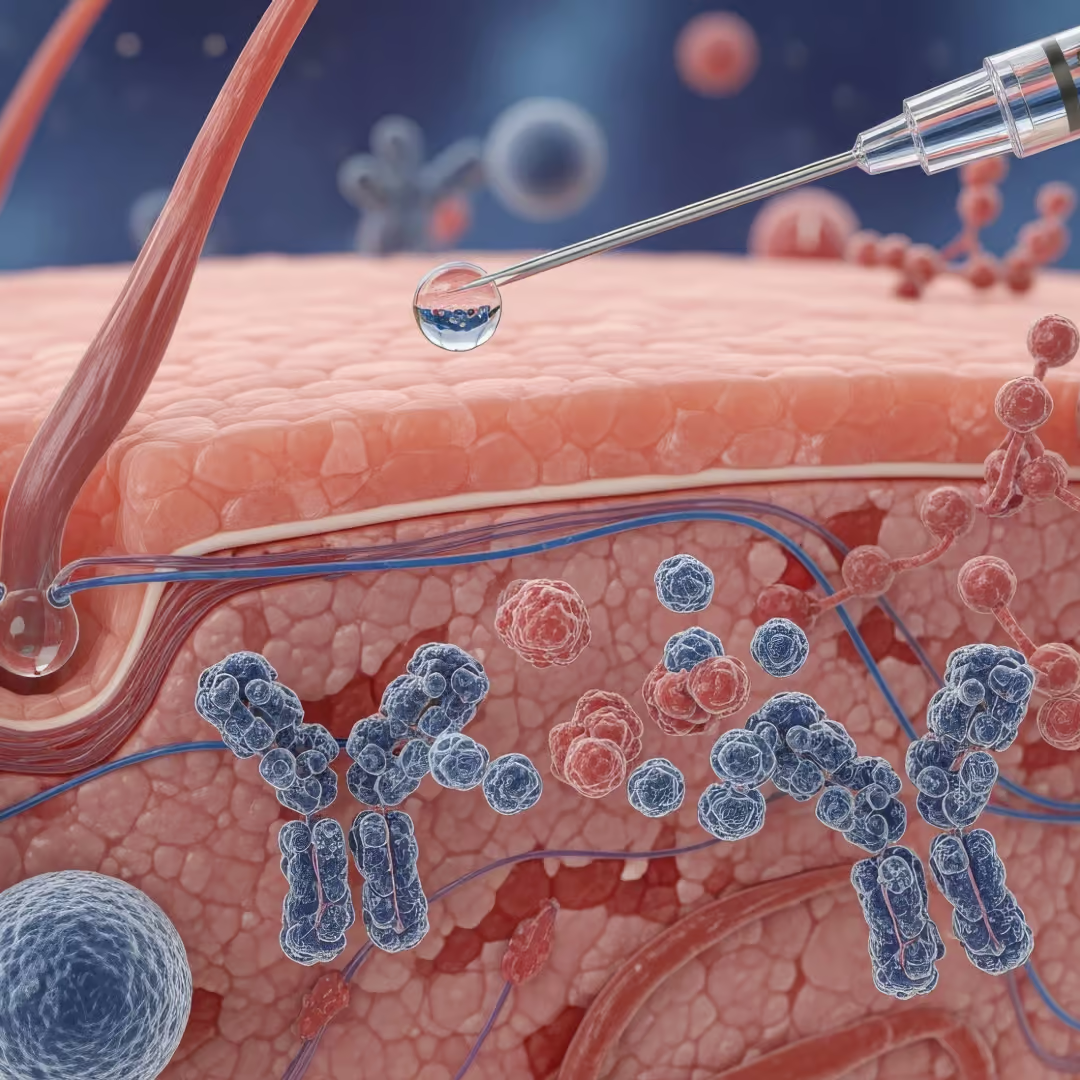
Many biologics-based protein therapeutics (e.g., monoclonal antibodies) require large doses (as high as 10 mg/kg of bodyweight), and a corresponding high intravenous (IV) infusion volume to achieve clinical efficacy.1 Producing what is generally considered a high (> 100 mg/mL) or ultra-high (> 200 mg/mL) protein concentration presents a compelling opportunity for companies to improve both the patient and physician overall drug administration experience as well as provide a competitive advantage for a product in the market.3 While the industry continues to trend toward higher protein concentration products to realize these benefits, there are still numerous challenges to achieving a stable, high quality drug product at high or ultra-high concentrations. Placing an emphasis early in development on the desired patient experience and protein concentration requirements for your unique product can help overcome these challenges and maximize a products competitive advantage. Here, we expand on the many benefits and challenges of developing high and ultra-high protein concentration products as well as explore some methodologies to successfully develop these types of products.
Why should a high or ultra-high protein concentration formulation be considered for your program?
The bottom line – it is better for patients.
A higher protein concentration may enable an easier route of administration for patients, often moving from intravenous infusions to intramuscular or subcutaneous injection that can only be done at a lower volume. Subcutaneous injections offer several advantages over intravenous infusions for both patients and physicians. The benefits for patients include cost-savings, reduced injection pain, reduced pre-medication requirements, reduced frequency of infusion-related reactions, and reduced complications such as infections, bleeding, and thrombosis.2 For physicians, the benefits include cost-savings, reduction of injection time, reduced likelihood of complications, and a generally more positive patient interaction and experience. Additionally, a subcutaneous injection may enable at home delivery for some products, which is preferred by patients and physicians due to the convenience and decreased work absences.4 The change in route of administration would be achieved through a substantial reduction in injection volume required for an effective dose which is safe for the subcutaneous space and compatible with the currently available subcutaneous injection devices (i.e., infusion pumps, autoinjectors, or on-body delivery systems). To change the route of administration, bioequivalence would need to be demonstrated and bridging clinical studies would need to be performed. It should be noted that not all products will be effective in all routes of administration. However, a reduction in injection volume will reduce total injection time and patient discomfort associated with high injection volumes regardless of route of administration.
In addition to the numerous benefits for the patient and physician, a high protein concentration formulation confers multiple advantages for the manufacturing company, namely production cost savings and a competitive advantage in the market through being established as the preferred product of physicians and patients for your target indication. Evaluating the feasibility of subcutaneous injection and production of high-protein concentrations to improve patient experience early in the development lifecycle can be advantageous for many products but is particularly relevant for products with a frequent dosing regimen (e.g., weekly, monthly doses) or drugs that have extended treatment durations (e.g., lifetime), where the largest benefit would be realized. However, in order to start realizing these benefits, challenges need to be addressed.

Why should a high or ultra-high protein concentration formulation be considered for your program?
The two primary challenges with manufacturing and storage of a high or ultra-high protein concentration formulation are related to the high aggregation tendency (physical instability) and high viscosity (and consequently high glide forces during injection) of the drug product.5

Physical and chemical stability of the drug product during manufacture and storage is critical to maintain the therapeutic function of the protein and avoid immunogenic reactions in the patient [8]. Many of the fundamental forces and interactions that drive the appropriate folding of the protein, such as van der Waals and hydrophobic attractions between sidechain and backbone atoms, and hydrogen bonding can also occur between amino acids in neighboring proteins. As such, there is a positive correlation between protein concentration and the formation of both reversible and irreversible aggregates [6]. The protein can be engineered through changes in its amino acid sequence early in development to improve the aggregation behavior, although this approach is not commonly leveraged. More commonly, optimization of variables, such as solution pH and salt concentration, and then further screening of excipients, such as sugars and amino acids, and addition of non-ionic surfactants can be utilized.6
Aggregation and high protein concentrations will also commonly cause viscosities which exceed acceptable glide forces during injection. This effect can be minimized through both the reduction of aggregation and physical degradation pathways as outlined in the section above and through the addition of viscosity modifiers in the formulation, such as an amino acid (e.g., arginine) or salt (e.g., sodium chloride).7
In addition to formulation optimization, lyophilization manufacturing techniques can also be utilized to improve the stability profile of the product. All of these manufacturing and formulation techniques to increase protein concentration still need to be appropriately balanced with other critical stability and quality attributes, such as the minimization of chemical degradation pathways (e.g., oxidation or deamidation) and other quality attributes (e.g., appearance and description, and osmolality) to ensure overall product quality. With diligent formulation development and screening, these conventional formulation optimization methods can achieve a sufficient stability profile for many products with protein concentrations as high as 150 mg/mL and with some even reaching as high as 200 mg/mL.
For most current products in the industry, conventional formulation and lyophilization techniques are limited by the challenges outlined in the previous section to a maximum protein concentration of around 150 mg/mL to 200 mg/mL. However, there are novel technological solutions currently in development in the industry that have potential to reach protein concentrations in excess of 400 mg/mL. The primary approach under development is formulation of the protein of interest as a non-aqueous protein powder suspension.8 To accomplish this formulation, a novel and highly complex manufacturing process is performed, where the formulated drug substance is formed into aqueous droplets, followed by dehydration, and finally the protein particles are resuspended in a non-aqueous vehicle for fill/finish.
Although there is strong research indicating the potential of this formulation approach, there is currently no market precedence for this type of formulation commercially. The highly complex manufacturing process may also present challenges as programs scale-up and advance from the development stage to clinical and commercial stages. Additionally, this type of formulation will require extensive analytical development to confirm the manufacturing process is reproducible with high product quality, assessing parameters such as particle size, particle morphology, residual moisture level, residual solvent level, and more. Lastly, there is additional complexity from a final product perspective as a redispersing step will likely be required following storage and prior to use by a patient or physician.
Despite the stage of development and challenges with this formulation approach, there is strong research supporting that low viscosity can be achieved even at high concentrations with an appropriate selection of a non-aqueous suspension vehicle and formulation optimization. Additionally, the solid state of the proteins has indicated high protein stability characteristics comparable to lower protein concentrations in conventional formulations [8]. The potential to reduce commercial manufacturing scale (cost savings) and the competitive advantage through being the preferred product for patients and physicians offers some exciting advantages for a manufacturing company pursuing this technology.
Conclusion
While there are still numerous challenges to achieving a stable, high quality drug product at high or ultra-high concentrations, investing in formulation development and optimization or in novel formulation approaches, such as non-aqueous protein powder solutions, to increase a therapeutic protein concentration presents an exciting opportunity for companies to improve both the patient and physician overall drug administration experience as well as provide a competitive advantage for a product in the market.
References
- Garidel, Patrick et al. “High-concentration protein formulations: How high is high?.” European journal of pharmaceutics and biopharmaceutics : official journal of Arbeitsgemeinschaft fur Pharmazeutische Verfahrenstechnik e.V vol. 119 (2017): 353-360. doi:10.1016/j.ejpb.2017.06.029
- Epstein, Robert S. “Payer Perspectives on Intravenous versus Subcutaneous Administration of Drugs.” ClinicoEconomics and outcomes research : CEOR vol. 13 801-807. 10 Sep. 2021, doi:10.2147/CEOR.S317687
- Dashiell-Aje, Ebony et al. “Patient Evaluation of Satisfaction and Outcomes with an Autoinjector for Self-Administration of Subcutaneous Belimumab in Patients with Systemic Lupus Erythematosus.” The patient vol. 11,1 (2018): 119-129. doi:10.1007/s40271-017-0276-2
- Francesco Iuliano, Eleonora Iuliano, Marco Rossi; Assisted Administration of Subcutaneous Rituximab to the Patient’s Home. Significant Reduction of Indirect Costs Incurred By Care Recipients and Unpaid Caregivers Together with a Total Adherence to the Treatment Schedule and Same Safety. Blood 2018; 132 (Supplement 1): 5869. doi: https://doi.org/10.1182/blood-2018-99-118756
- Jiskoot, W et al. “Ongoing Challenges to Develop High Concentration Monoclonal Antibody-based Formulations for Subcutaneous Administration: Quo Vadis?.” Journal of pharmaceutical sciences vol. 111,4 (2022): 861-867. doi:10.1016/j.xphs.2021.11.008
- Roberts, Christopher J. “Protein aggregation and its impact on product quality.” Current opinion in biotechnology vol. 30 (2014): 211-7. doi:10.1016/j.copbio.2014.08.001
- Deokar, Vaibhav et al. “Comparison of Strategies in Development and Manufacturing of Low Viscosity, Ultra-High Concentration Formulation for IgG1 Antibody.” Journal of pharmaceutical sciences vol. 109,12 (2020): 3579-3589. doi:10.1016/j.xphs.2020.09.014
- Marschall, Christoph et al. “Powder suspensions in non-aqueous vehicles for delivery of therapeutic proteins.” European journal of pharmaceutics and biopharmaceutics : official journal of Arbeitsgemeinschaft fur Pharmazeutische Verfahrenstechnik e.V vol. 161 (2021): 37-49. doi:10.1016/j.ejpb.2021.01.014
Read More on Cell and Gene Therapy
Get in touch if you like to be a guest on the show: https://www.kymanox.com/contact/